花键滚轧工艺
典型可滚压花键
类型:德国DIN 5480标准的渐开线花键
模数:<2
Rollex系列机床应用宝飞螺花键滚轧工艺提供了灵活的解决方案用于生产变速箱轴和汽车底盘零件上的配合花键。机床工作区可以同时装夹最多5套滚轧模具。独一无二的宝飞螺CNC数控技术可以专门配合用户工件进给,稳定并且高质量地加工花键,机床也因此无需频繁换型。
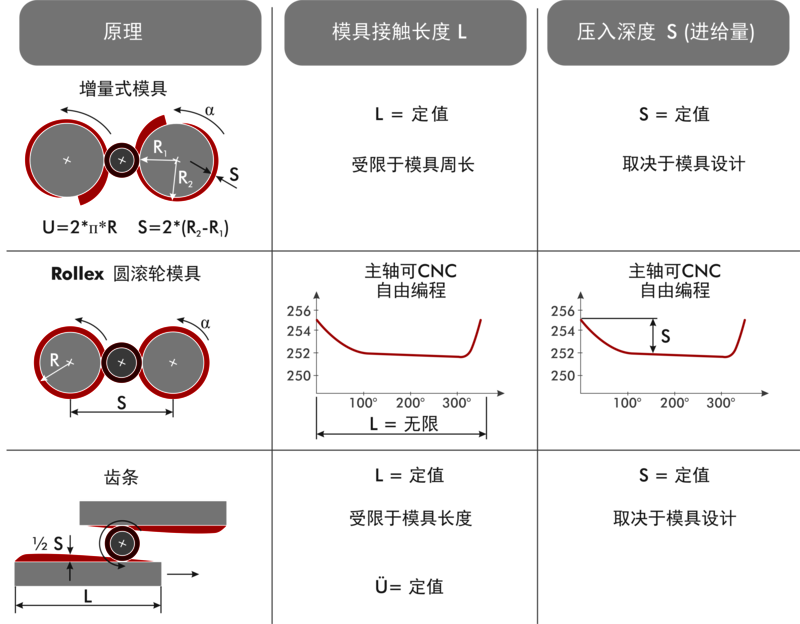
切入式滚压
宝飞螺花键冷轧技术基于两滚轮原理,通过CNC数控进给的圆滚轮模具切入工件,这一工艺的优点是模具可以任意切入工件而不是传统的齿条工艺工件成形圈数受齿条长度限制。
尤其是加工有精度要求的花键时圆滚轮技术有无可替代的优势。
推入式滚压
汽车变速器里空心轴的设计日益增加。空心轴上滚压花键是对滚压工艺灵活性的挑战,理论上超过100KN滚压力时工件会挤变形。
宝飞螺将螺纹滚压领域的经验运用到空心轴花键加工中,加工长螺纹时通常采用穿过式滚压方式。外形此时是逐步加工完成的。这一原理被应用到花键滚轮上,加工时模具没有在整个花键长度上切入工件,而是切入一小部分后推入从而将接触面积最小化到工件不被挤变形。
多个齿向一致的花键
另一个新的课题是滚轧多个齿向一致的花键,首先需要评估的是优先考虑哪种工艺: 一次装夹先后滚轧多个工位还是所有花键一次成形。